簡単そうな切削加工のようでも実は工夫が必要
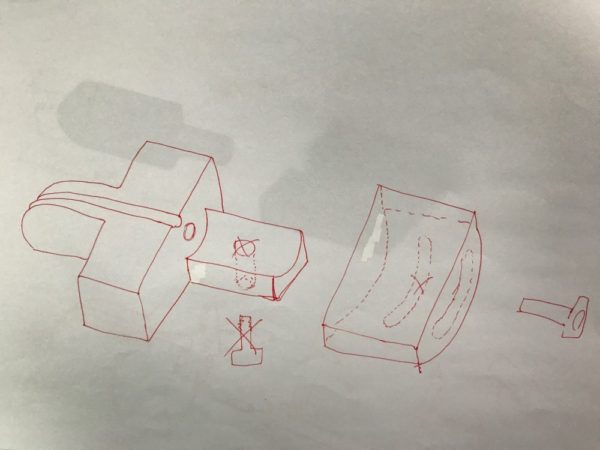
図面をパッとみて、一見単純そうでも、図面を良く読み取り、シュミレーションしていくと、「あれ?ここの部分、意外と手間がかかるぞ。」という箇所が出てきます。
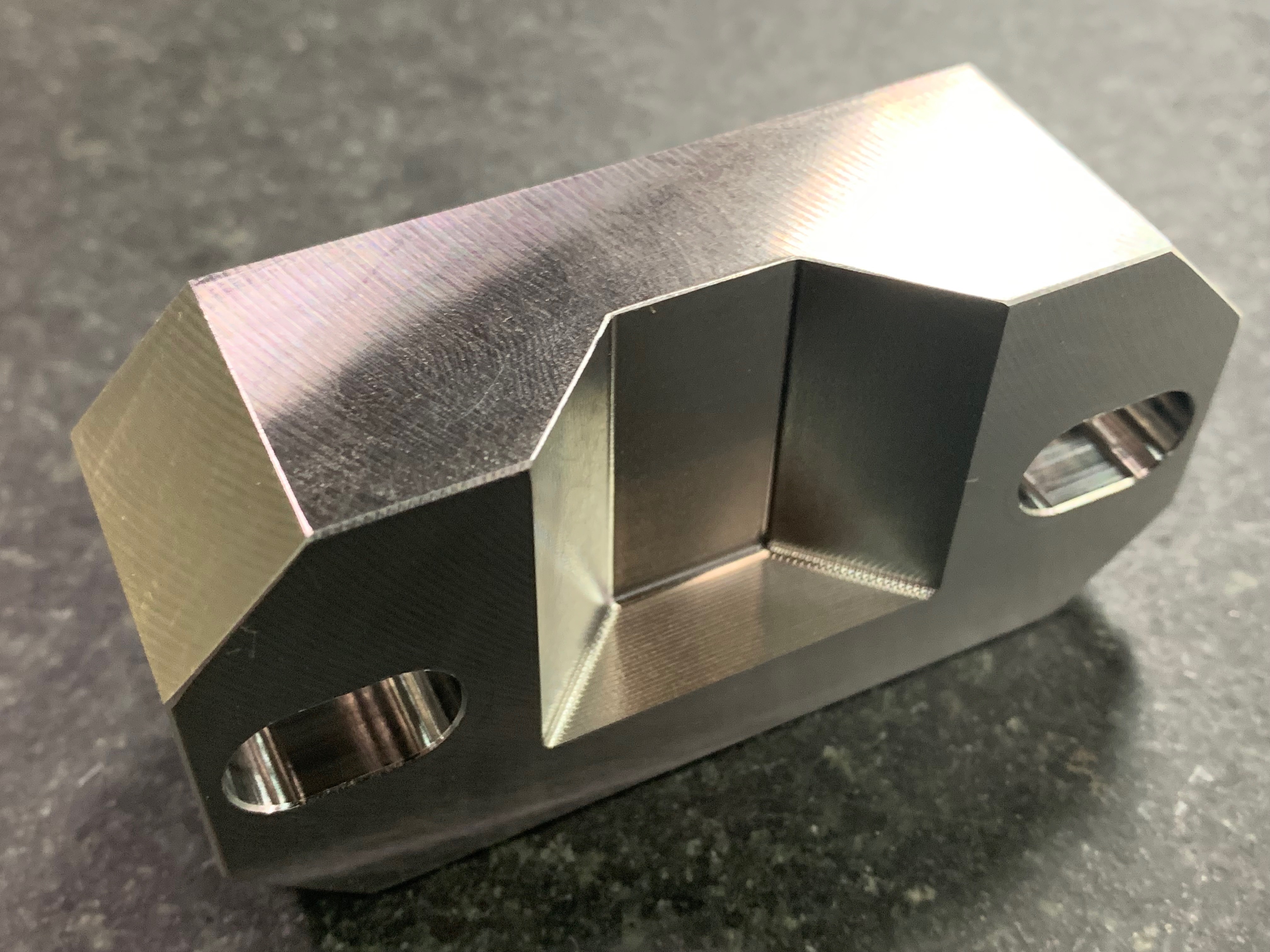
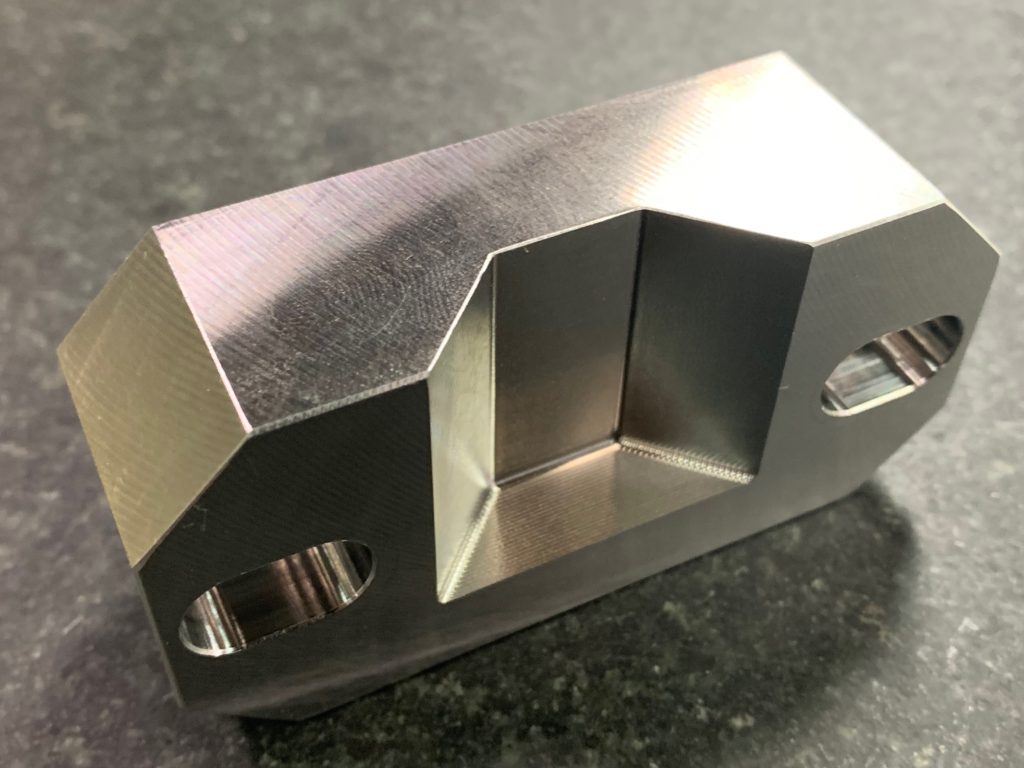
上の画像を見るとかなり単純そうです。長穴(トラック形状)の加工は手間はかからず加工できます。ポイントは真ん中の「くぼみ部分」です。隅がR1なので、加工経験者なら分かるかと思うのですが、どちらの向きで加工するか?で刃物の選定やプログラムが変わってきます。
ここではR1のボールエンドミルを使い5軸加工機で加工しました。隅の加工は複合角度で刃物を傾けながらの加工になります。というのも、通常の3軸加工機で加工する場合は面積の一番大きい方を上に向けセッティングし、3次元加工、もしくは等高線加工なので、深い部分を加工するにはボールエンドミルの突き出しを長くしなければなりません。そうすると刃物がビビりやすくなり、綺麗な仕上面にするためには、どうしても加工条件を落として少しずつゆっくり加工しなくてはなりません。
それでも加工は出来るのですが、時間がかかります。小さい単品物ならそこまで気にしなくても良いでしょう。しかし、ある程度の数量がある場合はそうはいきません。一個一個の時間を少しでも短縮しないと、トータル時間が短くなりません。
例えば、同じ品物が6個あって、一個当たりの加工時間を10分縮めることが出来れば、トータル1時間の時間短縮です。この差はかなり大きいです。
この時間短縮を実現させるには5軸加工機が最適です。なぜならば、5軸加工機の特徴はⅩ軸Y軸Z軸B軸C軸の向きを複合的に変えられ、お弁当箱で例えるなら、重箱の隅を楊枝でほじるような動きが出来るからです。この動きによりボールエンドミルの突き出しを短く出来て、加工時の刃物のビビりが少なくなり切削速度を速められて、結果、加工時間の短縮につながります。
我々は日々、そのような事を常に考え、自己研鑽に努めています。

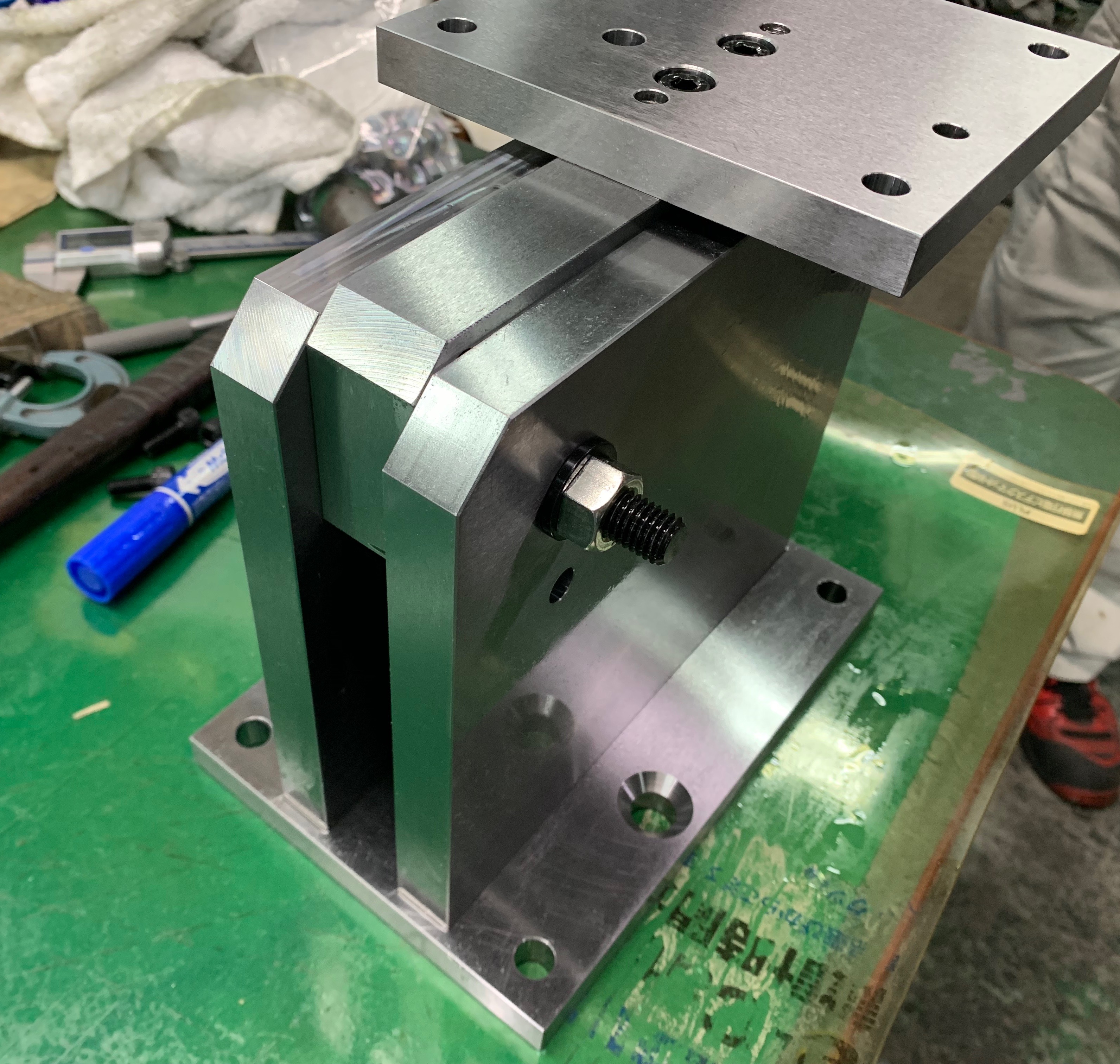
横に開いている穴の同軸度が重要な部品。これがズレていると途端に軸が通らなくなる。







株式会社関東精密 代表取締役 杉田 勇
5軸マシニングセンターを中心に検査治具や金型等、各種切削加工を手掛ける。幅広い人脈を駆使して、製造業ディレクターとして活躍中。